In the contemporary industrial era, the role of a Vacuum Mixers Manufacturer transcends simple equipment assembly. As global markets in cosmetics, pharmaceuticals, and chemicals evolve toward "clean beauty" and "biopharmaceutical precision," the demand for sterile, high-shear, and bubble-free mixing has skyrocketed. Vacuum emulsification technology is no longer a luxury but a fundamental requirement for achieving the micron-level droplet distribution necessary for stable emulsions.
Across Europe, North America, and the rapidly growing Asia-Pacific corridor, manufacturers are integrating Industry 4.0 standards. The shift towards "Information Gain" in SEO mirrors the shift towards "Data Transparency" in manufacturing. Top-tier manufacturers are now focused on real-time viscosity monitoring, automated CIP (Clean-in-Place) systems, and energy-efficient vacuum pumps that reduce carbon footprints while maximizing yield.
Experience, Expertise, Authoritativeness, and Trustworthiness (E-E-A-T) in every machine.
Advanced engineering focused on fluid dynamics and mechanical stability to ensure long-term performance.
Rigorous quality control protocols following ISO9001 and CE standards for guaranteed reliability.
On-time delivery schedules with specialized export wooden packing to protect your investment.
Installation assistance and worldwide service centers to keep your production lines running 24/7.
The next decade of vacuum mixing will be defined by self-optimizing algorithms. Future vacuum mixers will use AI to adjust shear speeds and vacuum levels based on real-time sensor feedback from the product's molecular structure. This reduces batch-to-batch variability and significantly lowers waste.
Manufacturers are redesigning heating jackets and cooling systems to utilize geothermal or recycled heat, aligning with global net-zero targets.
Moving from lab-scale (5L) to industrial-scale (3500L) with linear scaling parameters to ensure identical product quality at any volume.
Compliance: Patent Certificate / CE Certificate / ISO9001 / Stainless Steel 316L Certificate





From Concept to Installation: A Seamless Partnership
Years Excellence
Global Regions
Patent Technologies
Quality Guarantee
Global Projects

United Kingdom Project

Japan Tech Project

Dubai Chemical Line

USA Pharma Project





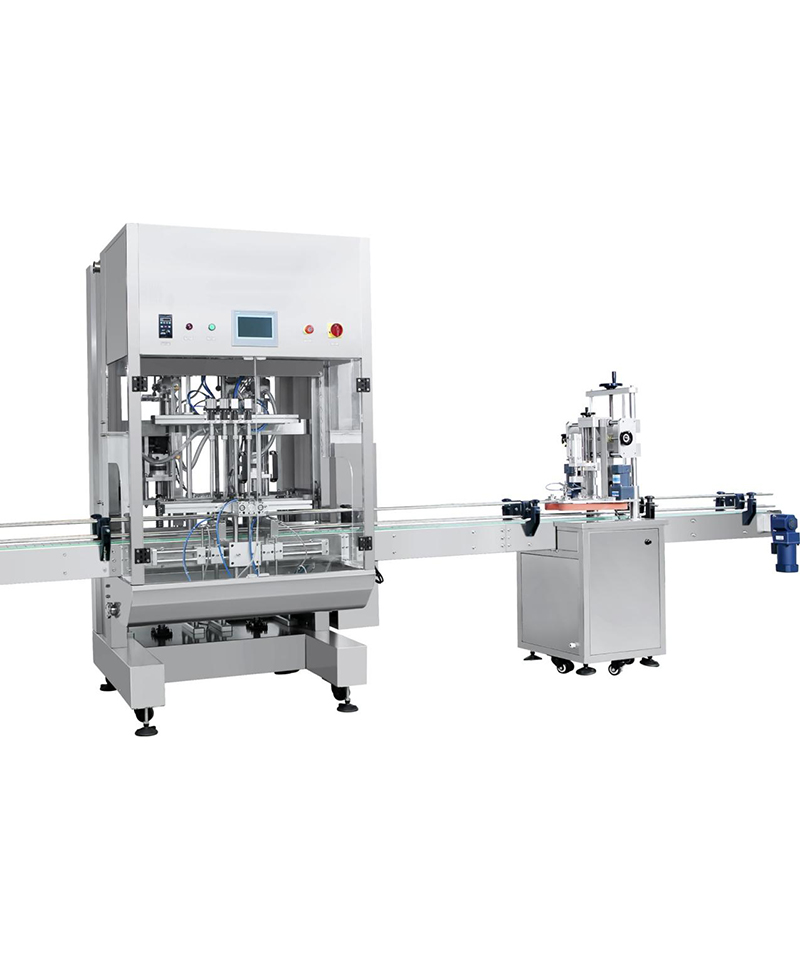
SINAEKATO achieves another breakthrough in global delivery, providing customized mixer solutions for large-scale operations.

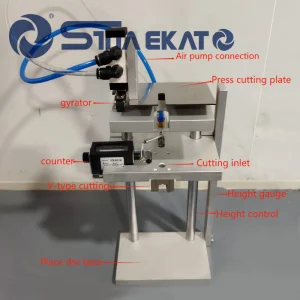
A high-precision system designed for R&D labs and small-batch production trials.

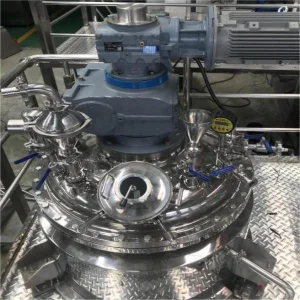
Behind every vacuum emulsifier is a testing process designed to ensure perfect performance upon arrival.
As a global Vacuum Mixers Manufacturer, we understand that "one size does not fit all." Localized needs drive innovation. In the **European market**, high energy costs demand mixers with advanced thermal insulation and low-energy motors. In the **Middle East**, cooling capacity is paramount, requiring oversized heat exchangers for high-ambient temperature environments. In the **Southeast Asian cosmetic hub**, the focus is on versatility—a single machine that can handle both low-viscosity shampoos and high-viscosity sunscreens with a simple paddle change.
Our solutions integrate these regional requirements, offering modular configurations that allow for rapid adaptation to local electricity standards (220V/380V/480V) and safety regulations (ATEX, FDA, GMP).
Vacuum mixing eliminates air bubbles (de-aeration), prevents oxidation of sensitive ingredients, and creates a more stable, finer emulsion with better shelf life and a smoother texture.
Yes, we manufacture specialized customized toothpaste mixers (up to 3500L/batch) with heavy-duty anchor agitators and high-torque homogenizers designed specifically for non-Newtonian fluids.
We use double mechanical seals with integrated cooling systems, ensuring that even under high-speed homogenization, the seals remain cool and intact, preventing any leakage or contamination.
Absolutely. Our machines are built with SUS316L stainless steel, feature mirror polishing (Ra < 0.4μm), and are designed without dead corners to meet the strictest pharmaceutical and cosmetic standards.