In the post-pandemic industrial landscape, the demand for Sanitizer Mixing Tanks has evolved from simple storage to complex, high-precision processing systems. As a leading manufacturer, SINAEKATO integrates advanced chemical engineering principles with industrial automation to provide solutions that meet the stringent requirements of the pharmaceutical and cosmetic sectors. Our expertise lies in understanding the rheological properties of high-viscosity gels and the volatile nature of alcohol-based disinfectants.
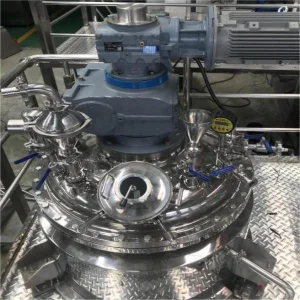
Traditional mixing methods often result in air entrapment, uneven active ingredient distribution, and energy waste. To gain a competitive edge, global enterprises are now looking for vacuum-sealed, explosion-proof, and AI-monitored mixing environments. SINAEKATO's 316L stainless steel tanks are designed with dual-directional agitation and high-shear homogenizers that ensure a particle size reduction down to the micron level, enhancing the efficacy and skin-feel of the final sanitizer product.
Years of Engineering Experience
Countries Exported To
Global Patent Certificates
CE & ISO Compliance
China has established itself as the epicenter of industrial machinery innovation. Choosing a China-based factory like SINAEKATO offers multi-dimensional advantages:
Patent Certificate / CE Certificate / ISO9001 / Stainless Steel 316L Certificate




Sanitizer mixing technology is not a one-size-fits-all solution. Depending on the local market and application, we customize our machinery:
1. Pharmaceutical Grade (Hospital Use): Focus on high-level sterilization (CIP/SIP systems) and strict documentation for GMP compliance. These tanks often require electropolishing to Ra < 0.4μm.
2. Commercial Retail (Gels and Foams): Requires precision thickening agent dispersion. Our vacuum systems prevent bubble formation, ensuring a crystal-clear gel appearance.
3. Heavy Industrial (Alcohol Sprays): Prioritizes safety. We provide full ATEX-compliant explosion-proof motors, sensors, and grounding systems to mitigate risks associated with high ethanol concentrations.
On-site/Video site visits
CAD/3D Professional Engineering
Specification sign-off
PI & Legal compliance
CNC Cutting & Robotic Welding
FAT & Video Validation
Export Wooden Crating
Global Shipping Support
Installation Assistance & 24/7 Remote Tech Support
Reliable results delivered across the UK, Japan, Dubai, USA, and beyond.




For professional-grade sanitizer production, Stainless Steel 316L is mandatory for contact parts due to its superior corrosion resistance against alcohol and acidic/alkaline additives. SUS304 is acceptable for non-contact jackets.
Our tanks utilize Explosion-proof (Ex-proof) components, including ATEX-rated motors and control boxes. We also integrate grounding systems and use pneumatic components where possible to eliminate electrical spark risks.
Yes. Our High-Shear Vacuum Emulsifying Mixers are specifically designed with anchor-type agitators and scrapers that move thick gel from the tank walls into the high-speed homogenizing head, ensuring a perfectly smooth texture.
Absolutely. We provide both on-site installation assistance and comprehensive video-guided commissioning. Our "Worldwide After-sale Service" ensures that your local team is fully trained on operation and maintenance.
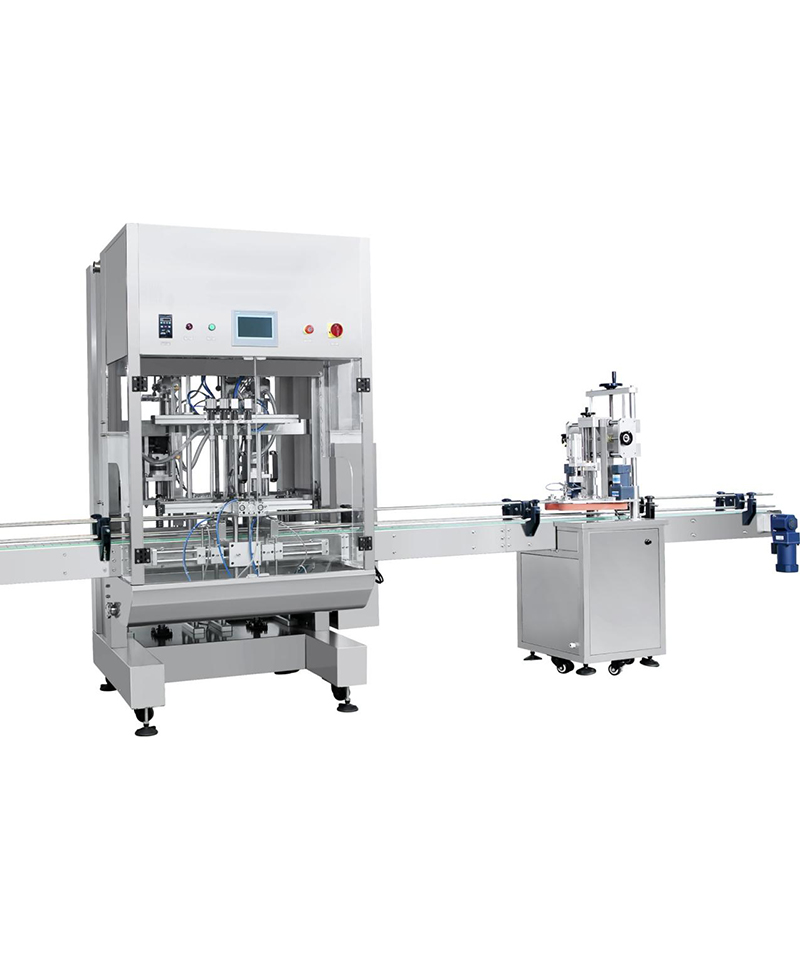
Beyond our 30+ years of history, we offer "Grow With You" mutual development. We don't just sell a tank; we provide a complete production line solution including RO water treatment, filling machines, and labeling systems, all synchronized for maximum efficiency.
Headquarter & Factory: Guangzhou Industrial Zone, China
Hongkong Office: International Sales & Finance Center
Guangzhou Office: Client Relationship & Design Hub
Worldwide Service: On-site Installation & Technical Assistance available globally.