


1 / 4
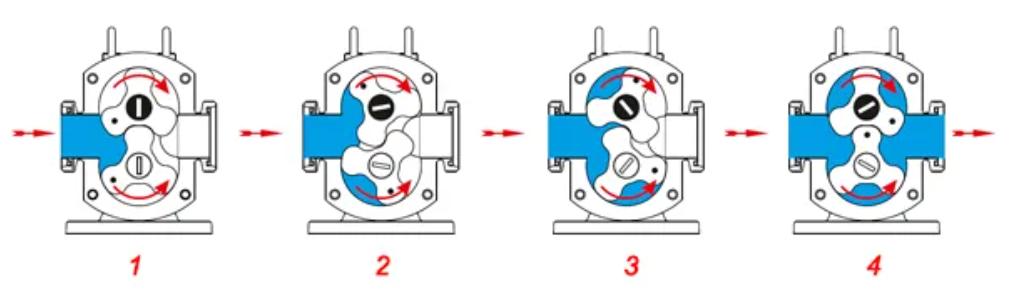
Rotor pump is also named rotary lobe pump, three-lobe pump, sole pump, etc. When the two simultaneous reverse rotating rotors (with 2-4 gears) revolve, it produces suction force at the inlet (vacuum), which intakes the material delivered.
Suitable for conveying media containing large granular materials with a low breaking rate. Note: Higher pulsation and lower pressure compared to other types.
Ideal for small to medium-size granular materials. Features a low breaking rate and slight pulsation.
The most widely used rotor. Offers larger volume and higher performance, though it has a certain breakage rate for particulates.
Provides the most stable transport way. As the quantity of vanes increases, the transfer space decreases and breaking rate rises.

| Flow (per 100 rotation) | Suggested Speed (RPM) | Capacity (L-H) | Power (KW) |
|---|---|---|---|
| 3 | 200-500 | 300-800 | 0.55 |
| 6 | 200-500 | 650-1600 | 0.75 |
| 8 | 200-500 | 850-2160 | 1.5 |
| 12 | 200-500 | 1300-3200 | 2.2 |
| 20 | 200-500 | 2100-5400 | 3 |
| 30 | 200-400 | 3200-6400 | 4 |
| 36 | 200-400 | 3800-7600 | 4 |
| 52 | 200-400 | 5600-11000 | 5.5 |
| 66 | 200-400 | 7100-14000 | 7.5 |
| 78 | 200-400 | 9000-18000 | 7.5 |
| 100 | 200-400 | 10000-22000 | 11 |
| 135 | 200-400 | 15000-30000 | 15 |

Wine, Olive Oil, Vegetable Oil, Molasses, Glucose, Tomato Concentrate, Chocolate.
Sludge, Slurries, Crude Oil, Glue, Paint, Bentonite, Ceramic Slips, Calcium Carbonate.
Detergents, Surfactants, Glycerine, Medical media.
MBR Filtration, Effluent, Sewage, Marine spills.

A: The main advantage is the gap between the rotors, which prevents friction, leading to a much longer service life and the ability to handle sensitive particles without damage.
A: Yes, it can transport media with viscosity up to 2,000,000 Cp and handle slurries containing up to 70% solids.
A: The Single Lobed Rotor is most suitable for conveying media containing large granular materials as it has the lowest breaking rate for such solids.
A: We offer several connection standards, including Flange joints, Threaded connections, and Quick-release connections for easy maintenance.
A: Yes, by using a VFD (Variable Frequency Drive), the flow can be adjusted at will, allowing the unit to function as a metering pump.
A: The parts in contact with the medium are made of AISI316L stainless steel, while other parts are AISI304 stainless steel to ensure hygiene and durability.









