Explore our leading machinery built to high-precision engineering standards, providing custom configurations for global cosmetics and skincare brands.





The global lip care industry has moved far beyond simple petroleum-jelly-based formulations. Today's consumer landscape demands complex, clean-label, multi-functional lip balms containing organic plant oils, active sunscreen filters, anti-aging peptides, and natural pigments. Executing these formulations at scale requires advanced emulsification, precise micro-grinding, and highly stable heat-suspension filling processes.
For modern lip balm manufacturers, meeting these demands means adopting production machinery that ensures formulation consistency and strict safety compliance. Equipment must operate under sterile conditions, maintaining precise temperature control to prevent wax phase separation and uneven cooling, which lead to cosmetic defects like surface sweating or cracking.
Our company, established as a leader in cosmetic and daily chemical processing machinery since the 1990s, provides comprehensive, CE-certified plant design and machinery customization. We bridge the gap between complex formulation R&D and efficient, automated mass production.
Our engineering division designs industrial setups that optimize yield and efficiency:
A comprehensive system breakdown from raw material water purification to final packaging, highlighting critical control points.
Utilizes custom pharmaceutical-grade reverse osmosis (RO) systems to produce sterile water, preventing microbiological contamination in water-phase formulas.
Raw waxes, oils, and active ingredients are melted, mixed, and emulsified under a vacuum using high-shear homogenizers to prevent aeration and preserve structure.
For tinted lip balms, the paste passes through three-roll grinding mills to disperse pigments evenly, ensuring uniform color without streaking.
The product is transferred to jacketed, heated storage tanks and filled using temperature-controlled nozzles to keep the formula in a liquid state during dosing.
Filled containers pass through a cooling tunnel to solidify the wax structure quickly and evenly, preventing sinkholes and ensuring a smooth top surface.
The tubes are capped, sealed, and coded using automated packing and capping machines to prepare them for secondary carton packaging.
Our manufacturing center in Guangzhou leverages one of the world's most robust industrial supply chains. From raw raw-material steel sourcing (certified SUS316L and SUS304) to precision motors and pneumatic components, we secure high-grade parts efficiently.
Operating a dual network with our Hong Kong global trade office and our Guangzhou production facility allows us to coordinate international freight, manage customs clearances, and support site visits with ease.
Our integrated approach lowers manufacturing costs without compromising quality, passing these savings on to our global partners.
Cosmetic standards vary significantly across global regions, requiring tailored manufacturing solutions:
Certified industrial machinery for emulsifying, mixing, filling, water treatment, and packaging processes.

High-shear homogenization under complete vacuum, perfect for stable formulations.
Read More
Jacketed stainless steel blending systems designed for surfactant-rich daily cosmetics.
Read More
Chilling, filtration, and vacuum filling systems for premium alcohol-based products.
Read More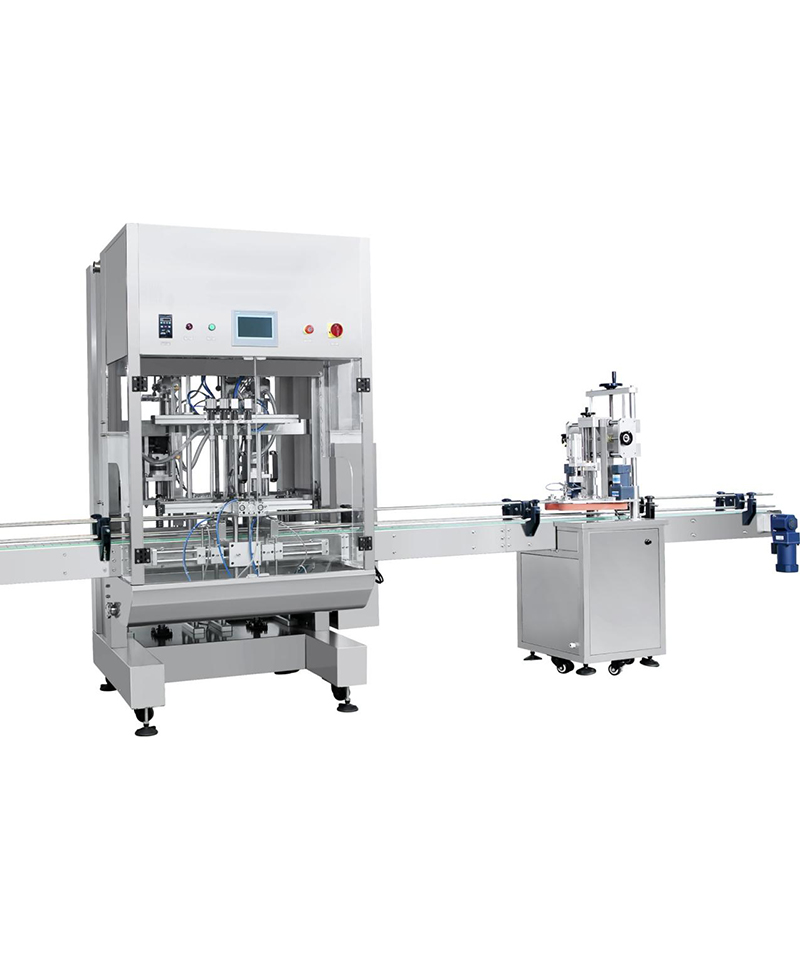
Piston and rotary filling solutions with high-precision dosing pumps.
Read More
Mobile and fixed storage solutions, complete with thermal jackets and sanitizing spray balls.
Read More
Ultrasonic and hot-jaw sealing for plastic, laminated, and aluminum cosmetic tubes.
Read More
High-efficiency multi-stage filtration ensuring purification of water phases for cosmetics.
Read More
Shrink-wrapping, cartoning, and case-packing machinery to automate end-of-line packaging.
Read MoreA showcase of our industrial machinery installed in leading cosmetic and pharmaceutical production facilities worldwide.








We supply cosmetic machinery to leading brands and contract manufacturers globally.




































Catch up on our company's latest achievements in industrial engineering, factory shipments, and global cosmetics expos.
SINA EKATO delivers a complete line of vacuum homogenizers and storage tanks, expanding African market access for premium daily chemical products.
Read MoreA comprehensive review of our turn-key factory integration capabilities, ranging from high-shear raw material vessels to high-speed cartooners.
Read MoreDesigned for high-precision formulation development, piloting, and cosmetic R&D scales, ensuring smooth transitions to mass production scales.
Read MoreIn-depth insights into equipment engineering, CE compliance standards, and production logistics for lip care machinery.
Complete your production setup with automated capping, precise liquid dosing, RO water filtration, and high-efficiency product cooling tunnels.







Since our establishment in the 1990s, we have focused on delivering world-class processing machinery. Our equipment has earned a global reputation for reliability and performance. Contact our engineering team today to request a quote or discuss a custom layout.
Submit Inquiry Now





