Providing next-generation process intelligence, complete formulation safety, and regulatory compliance for global disinfectant manufacturers.
In a post-pandemic industrial landscape, the demand for high-efficiency sanitizing formulations has transitioned from emergency scaling to rigorous quality benchmarking. Modern disinfectant production requires equipment capable of handling diverse viscosities—ranging from low-viscosity liquid rubs to high-molecular-weight carbomer-based hand gels. As a leading Sanitizer Mixing Tank Factory, we engineer complete industrial setups configured to deliver optimal fluid dynamics, strict compliance with GMP guidelines, and reliable flame-proof environments necessary for high-ethanol and isopropyl alcohol processing.
This industry report acts as a technical blueprint for procurement officers, chemical process engineers, and plant operations managers seeking to establish robust production units with maximum batch consistency and strict safety assurances.
Processing alcohols (up to 85% concentration) requires active explosion protection. Our systems feature ATEX-rated motors, pneumatic control integration, and static discharge earth-grounding systems to secure hazardous manufacturing environments.
Carbomer and thickening agents often form lumps (fish-eyes) when hydrated incorrectly. Our vacuum homogenizing mixers combine high-shear stator-rotor systems with continuous agitation to achieve uniform hydration and clarity.
Featuring SUS316L contact parts, mirror-polished internal surfaces (Ra < 0.4μm), and automated clean-in-place (CIP) spray balls to satisfy US FDA and European Pharmacopoeia production standards.
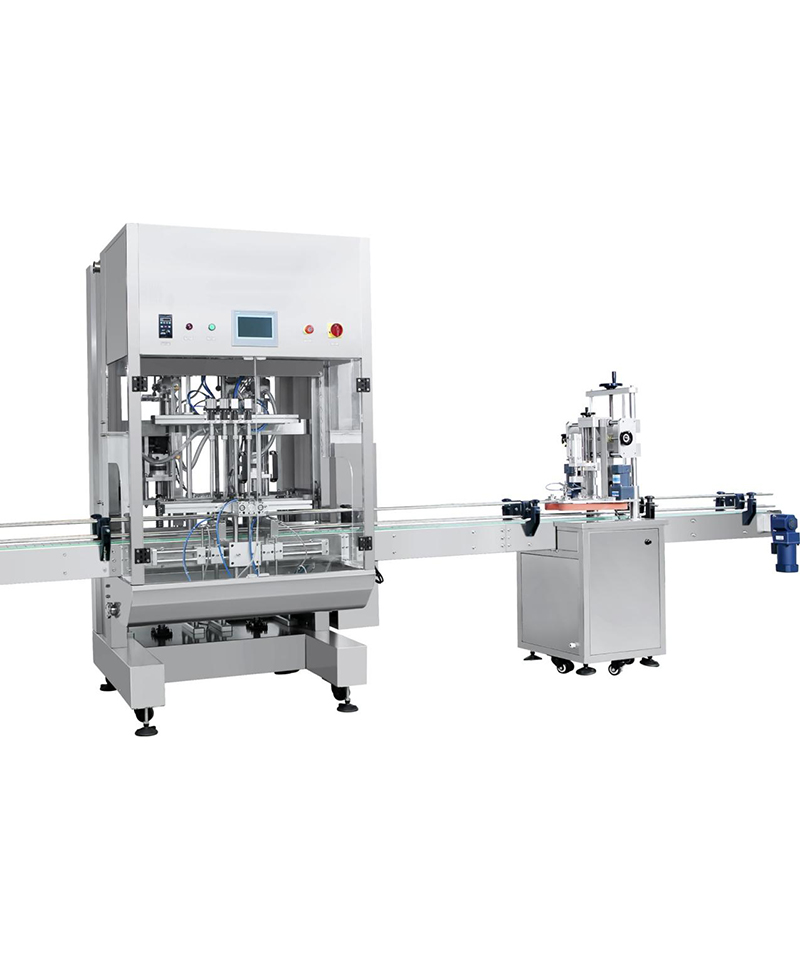
Explore our premier array of manufacturing, mixing, and packaging machinery designed for high-throughput factories.
Aligning equipment requirements with emerging chemical processing paradigms.
Modern commercial sanitizers have evolved far beyond basic liquid mixtures. The market now dictates sophisticated formulations integrating moisturizing agents (such as aloe vera extracts, glycerin, and vitamin E spheres) and custom rheology modifiers (such as polyacrylic acid cross-linked polymers). Incorporating these additives seamlessly requires multi-stage agitation routines within a single vessel. A standard high-speed impeller is insufficient; operations require a combined central anchor agitator equipped with Teflon wall scrapers to prevent thermal decomposition, plus a bottom-entry or inline homogenizer running at speeds up to 3600 RPM to process micro-emulsions effectively.
Purchasing managers from North America, Europe, and the Middle East prioritize risk mitigation and total cost of ownership (TCO) above simple upfront cost indicators. The key validation markers include:
On-site visits and process audits to define flow rate, viscosity range, and plant layouts.
3D CAD styling and finite element analysis (FEA) to verify fluid dynamics and structural safety.
Finalizing P&ID layout schematics, electrical configurations, and control interfaces.
Establishing commercial timelines, performance milestones, and strict warranty parameters.
High-precision laser cutting, automated orbital TIG welding, and mechanical polishing.
Performance checks, hydro-static testing, and recording diagnostic run videos.
Fumigated wooden frameworks and multi-layer vacuum barrier wraps for ocean transport.
Coordinated logistics to ensure direct-to-site machinery arrival and safe custom clearance.
Remote video-guided orientation or direct on-site technician installation support.
At Sinaekato, we combine the principles of Industry 4.0 with optimized global sourcing logistics to deliver cost-effective and highly reliable sanitizer processing plants.
By using smart factory configurations, our production facilities combine computer-controlled component cutting, robotic arm welding, and automated surface treatment. This reduces manual error rates and ensures consistent structural integrity across batch tanks. For the procurement engineer, this means significantly reduced lead times, predictable quality tolerances, and access to a massive supply chain hub that minimizes materials costs without compromising global certification standards.



Main Manufacturing Base & Sales Center: State-of-the-art tooling halls focused on industrial chemical reactor fabrication.
Hong Kong Logistics Interface: Overseeing complex multi-port shipping, customs clearance, and global invoicing structures.
Guangzhou Corporate Office: Customer service hub and custom technical consultation unit.
Worldwide After-Sale Network: On-call troubleshooting team delivering maintenance, spare-parts dispatch, and field updates globally.
We supply the full spectrum of high-end cosmetic, pharmaceutical, and sanitizing processing apparatuses. Certified with ISO9001, CE, and Stainless Steel 316L validation documents.
Our operations are driven by performance milestones, precision engineering, and customer satisfaction.
Years of Engineering Experience
Exporting Destination Countries
Custom System Patents Granted
FAT Pass Rate & Inspection Safety
Completed Mixing Systems Installed
Select standard configurations or custom build to meet your plant layout requirements.
| Vessel Parameter | Standard Ranges | Optional Upgrades & Enhancements |
|---|---|---|
| Internal Capacity Volume | 50 Liters up to 10,000 Liters | Custom jacket size sizing for tight site envelopes |
| Product Contact Materials | Stainless Steel SUS316L | Hastelloy coatings for aggressive chemical profiles |
| Jacket Heating Mechanisms | Steam Jacket or Internal Heating Element | Thermal insulation wrap with SUS304 shell protection |
| High-Shear Agitation Rate | 0 - 3,000 RPM (Variable Speed Control) | High-shear rotor/stator assembly with multi-shear grids |
| Scraper Paddle Configurations | Opposed scraper anchors with Teflon segments | Multi-directional counter-rotating drive systems |
| Safe Operation Integrity | Standard Atmospheric / Mild Vacuum | High vacuum (-0.09 MPa) for sanitizers prone to aeration |
Our global system layouts are engineered to suit different operational scales:
Delivering high-efficiency production lines to manufacturers worldwide.
Partnering with leading brands in the cosmetics, pharmaceutical, and chemical industries.




































Critical process answers for chemical mixing and formulation scaling.
Safety configurations are centered on prevention. First, the unit must use explosion-proof (XP) motors with ATEX or equivalent certification. The control box should either be housed in a remote safe zone or encased in an NEMA 7-rated explosion-proof enclosure. Additionally, carbon scraping paddles must be grounded to prevent static electricity discharge, and pressure-vacuum relief valves are required to handle VOC emissions safely.
Thick gel sanitizers rely on polymer hydration (such as Carbopol). When raw ingredients are introduced to water under atmospheric conditions, the solution traps microscopic air pockets, resulting in cloudy finished products. Vacuum mixing draws out these micro-bubbles during emulsification, ensuring a transparent, bubble-free gel that remains shelf-stable without separating.
While SUS304 offers solid corrosion resistance, sanitizer formulations often contain chlorine derivatives, hydrogen peroxide, or low-pH thickeners that can cause pitting corrosion. SUS316L contains molybdenum, which significantly improves resistance to chloride stress-corrosion cracking and chemical degradation, thereby extending the service life of the reactor.
Single seals can allow fine particles to enter the seal face, causing premature wear and potential fluid contamination. Double mechanical seals feature an isolated barrier fluid reservoir. This configuration keeps the seal faces lubricated, prevents volatile sanitizer vapors from leaking, and protects the batch from external contaminants.
Yes, provided the vessel uses a dual-motion or variable-speed agitation system. Low-viscosity mixtures require medium-speed propeller or homogenizer action to disperse quickly. High-viscosity gels rely on a wall-scraping anchor to circulate the heavy fluid and prevent localized overheating. Incorporating variable frequency drives (VFD) allows operators to scale mixing speeds to match the formulation phase.
Follow our engineering team's updates on system exports, exhibition displays, and process advancements.
 Jun-04-2026
Jun-04-2026
SINAEKATO dispatches eight full containers of daily chemical and sanitizing mixers to Africa, highlighting our manufacturing capacity and global logistics coordination.
 May-28-2026
May-28-2026
From design to final assembly, we supply integrated lines matching global manufacturing criteria for liquid wash, cosmetic creams, and topical sanitizers.
 May-27-2026
May-27-2026
Introducing a high-precision lab system configured for small-batch validation, formulation testing, and scale-up diagnostics before production.
 May-08-2026
May-08-2026
Showcasing our new lab mixers and automated emulsifying units directly to international buyers at Booth 5E 310.
 May-05-2026
May-05-2026
Presenting our advanced high-vacuum emulsifiers and automated tube sealing lines at the Shanghai New International Expo Center.
 Apr-30-2026
Apr-30-2026
Detailing our Factory Acceptance Testing (FAT) protocols and loading safety checks that prepare machinery for immediate commissioning.
High-efficiency secondary processing, roll mills, and packaging systems for diverse industrial lines.
Since our establishment, our factory has focused on developing high-quality chemical processing systems under strict quality standards. We value long-term partnerships with new and returning clients globally.
Submit Now