Explore our industry-certified machinery configurations designed to work in unified production chains, engineered for pharmaceutical, cosmetic, and chemical requirements.







The global essential oil industry is experiencing a dynamic transformation. The market demands highly specialized processing platforms, and safety and accuracy are paramount. Essential oils are volatile organic substances containing delicate aromatic compounds. They present unique physical behaviors, requiring specific machinery adaptations. CE Certification is critical here, ensuring compliance with strict European environmental and machine safety directives (specifically, the Machinery Directive 2006/42/EC and Electromagnetic Compatibility Directive 2014/30/EU).
Historically, essential oil filling relied on generic liquid filling systems. However, properties like rapid evaporation, potential flammability (with low flash points for citrus-based terpene compositions), and varying viscosities (ranging from light eucalyptus extract to dense vetiver absolute) require custom solutions. Today, manufacturers must use equipment that satisfies both chemical compatibility criteria (using SUS316L Stainless Steel surfaces) and explosion-proof specifications (ATEX/IECEx compliance). As a leading CE Certification Essential Oil Filling Machine Supplier, we implement advanced design methodologies that maintain filling precision while protecting delicate chemical compounds from oxidation and thermal degradation.
Recent trade policies and consumer safety standards in North America, Europe, and East Asia have placed strict controls on cosmetic, aromatherapy, and healthcare production. The industry now favors automated, cleanable, and GMP-compliant filling environments. Modular machinery lines with integrated Clean-in-Place (CIP) technology have transitioned from optional features to essential structural requirements for leading cosmetic brands worldwide.
Our comprehensive system portfolio spans emulsifiers, vacuum mixers, RO water treatment installations, and capping equipment, allowing you to establish a fully integrated production line.
Our engineering framework for essential oil filling machines focuses on four key metrics: dosing accuracy, anti-drip control, cleanability, and process safety. Standard peristaltic pump designs are often insufficient for volatile active compounds, which can degrade typical silicone tubing. We resolve this by integrating PTFE-lined and fluoropolymer elastomer fluid pathways alongside high-precision rotary piston pumps. This configuration ensures that terpene molecules and highly acidic citrus oils do not degrade internal components.
We use closed-loop servo-driven pistons to control fluid displacement. This allows for precision micro-dosing (down to 0.1 ml fills) with an accuracy of ±0.1g, which is critical for expensive carrier oils, natural essences, and concentrated botanical formulations.
Our pneumatic, diving shut-off nozzles prevent dripping and tailing. The bottom-up filling stroke minimizes product turbulence and foaming, keeping container threads clean for reliable capping.
Integrated nitrogen injection replaces ambient oxygen inside the container before and after the filling cycle. This process prevents oxidation, preserving the therapeutic efficacy and shelf life of the botanical oils.
By using advanced HMI panels with Siemens PLC integration, operators can configure filling parameters for multiple products, from low-viscosity extracts to thick, highly concentrated resins. Our systems feature tool-less disassembly, simplifying quick-change parts for different vial sizes (from 5ml to 100ml) and reducing changeover times.
From conceptual design to on-site assembly, our structured process ensures that every machinery unit is built to GMP and European safety standards.

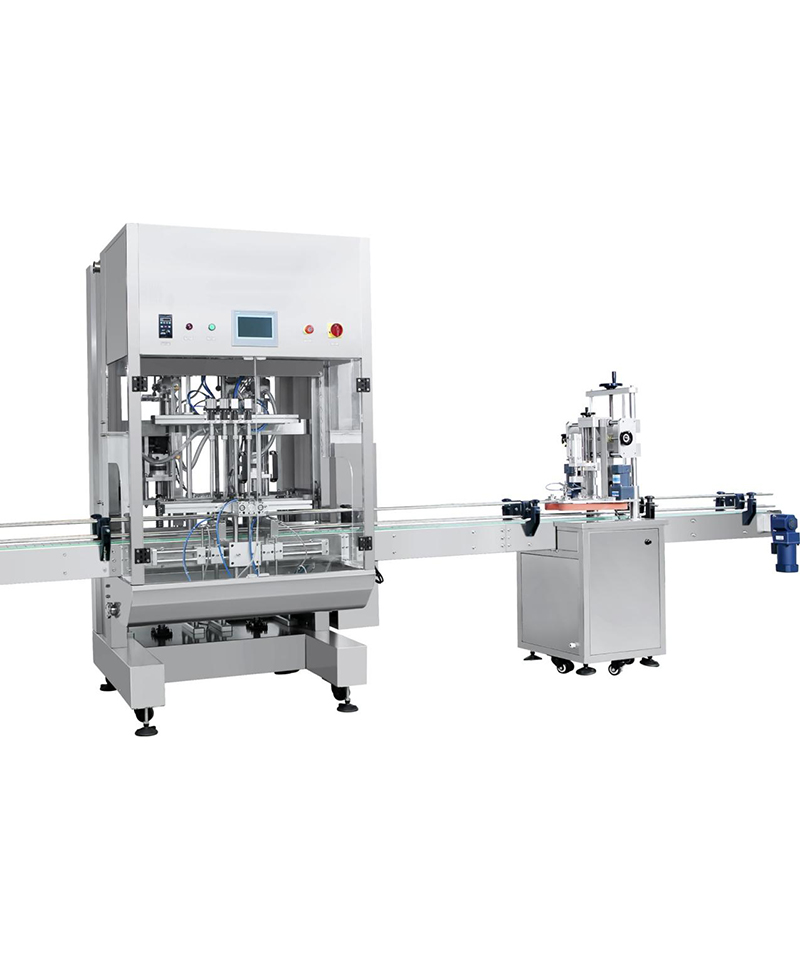
Industrial output requires more than just standalone filling machinery. Efficient production relies on a unified liquid processing framework. Our solutions integrate primary liquid preparation, water purification, filling operations, and automated capping, creating a highly efficient process line.
An essential oil production line starts with the raw water supply. Typical municipal water contains mineral traces and bacterial elements that can compromise organic products. By utilizing our Reverse Osmosis (RO) Water Treatment System, water purity is kept within strict European pharmacopoeial parameters. Following treatment, the water is transferred to the Vacuum Homogenizing Emulsifying Mixer or mixing tanks, where ingredients are combined. Once prepared, the raw product is fed into the filling system using sanitary pumps (centrifugal or positive displacement screw pumps) to maintain fluid velocity without separating the emulsion.
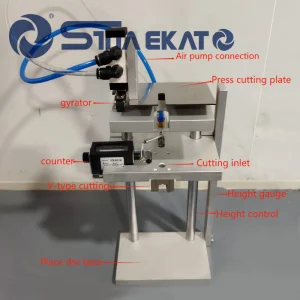
Finally, the filled bottles pass directly into automated capping machines, where the caps are torqued or crimped. This complete process loop is managed by central PLC networks that monitor fluid levels, track throughput, and log batch records. This clean, modular layout helps cosmetic and pharmaceutical brands maximize production efficiency and reduce processing times.
We deploy our machinery lines across diverse regional regulatory jurisdictions, serving cosmetic, chemical, and pharmaceutical sectors globally.








With decades of engineering experience, our equipment meets international standards to provide reliable, efficient performance.
Our systems are designed by experienced engineers to meet specific production requirements. We provide complete layout diagrams and P&ID schematics for every project.
Our quality control processes ensure component stability. Every machine is tested before shipment using FAT protocols to guarantee performance.
Our logistics and supply chain networks keep projects on schedule. We provide engineering and installation support globally to minimize commissioning times.
Our regional offices support international installations with technical service and replacement parts supply.
Our main manufacturing facility is equipped with CNC machining equipment, welding systems, and dedicated testing bays. It serves as our design and manufacturing hub.
Our regional offices manage sales, logistics coordination, customs clearance, and global communication services to streamline international transactions.
Worldwide After-Sale Service & Installation Assistance: We offer 24/7 technical assistance, on-site diagnostics, operator training, and commissioning support globally.



We work with cosmetic, pharmaceutical, and consumer goods brands globally to provide reliable production systems.




































Understanding the parameters of essential oil processing technology helps you make informed choices for your facility.
Stay up-to-date with our manufacturing milestones, product rollouts, and trade updates.

SINAEKATO, a trusted professional manufacturer specializing in cosmetic and pharmaceutical processing machinery, achieves another delivery milestone by dispatching eight full containers of industrial mixers to Nigeria...
Read More
With a history dating back to the 1990s, SinaEkato has been dedicating itself to the design, production and customization of high-quality processing equipment for the global daily chemical and pharmaceutical industries...
Read More
Our new 5L Lab Vacuum Emulsifying Mixer is a high-precision system designed for pilot research and small-batch development of cosmetics, pharmaceutical formulations, and essential oil blends...
Read More
At Booth 5E 310, SINAEKATO presented its latest lab-scale processing equipment to industry visitors. The booth features live demonstrations of laboratory emulsifiers and precision filling modules...
Read More
SINAEKATO is set to showcase its latest cosmetic manufacturing solutions at the China Beauty Expo, taking place May 12–14, 2026, at the Shanghai New International Expo Center...
Read More
Behind every vacuum emulsifying mixer and filling system is a rigorous QA process designed to ensure equipment arrives in perfect condition, ready for quick commissioning...
Read MoreBrowse additional equipment configurations to support your complete processing requirements.








Since our establishment, our factory has focused on developing high-quality products. Our systems are recognized across the industry, earning the trust of customers worldwide.
Submit Now